
مترجم: حبیب الله علیخانی
منبع:راسخون
منبع:راسخون
مقدمه
امروزه آلیاژسازی مکانیکی به روشی متداول جهت ساخت گستره وسیعی از نانوذرات تبدیل شده است. از جمله مزایای این روش میتوان به سهولت فرآیند تولید، همراه با تعداد مراحل عملیاتی کم، عدم استفاده از مواد پایدار کننده و حلالهای گرانقیمت، امکان تولید مقدار زیاد محصول و رعایت مسائل زیست محیطی اشاره نمود. این ویژگیها باعث شده تا آلیاژسازی به عنوان روشی ممتاز مورد توجه قرار گیرد. در این مقاله فرآیند آلیاژسازی مکانیکی به اختصار معرفی میگردد.علیرغم اینکه سنتز مکانوشیمیایی (Mechanochemical Synthesis) به عنوان یک تکنیک بسیار کارآمد برای فرآوری نانومواد به حساب میآید، محدودیتهای تئوریکی در توجیح اصول انجام آن به چشم میخورد. از جمله مهمترین معضلات موجود، ابهام موجود در مکانیزم انجام واکنش و ارزیابی فعالسازی مکانیکی به همراه مشخصهیابی مناسب انجام واکنش است.
بررسیهای صورت گرفته در مورد مدلهای فرآوری مکانوشیمیایی نانومواد نشان میدهد که عموما دو دیدگاه کلی در این زمینه وجود دارد که به ترتیب از قوانین حاکم بر ترمودینامیک آماری و قوانین حاکم بر ترمودینامیک تعادلی برای تفسیر رفتار ماده استفاده میکنند.
در ادامه تلاش?های صورت گرفته در زمینه بررسی ترمودینامیک توسط هیگن نشان داد که عیوب پایای ایجاد شده حین آسیاکاری را می?توان به سه دسته زیر تقسیم نمود که عبارتند از نابجاییها، تشکیل فاز آمورف و تشکیل سطوح جدید بین ذرات یا فازهای موجود که سهم این عیوب در افزایش انرژی جامد تحت عملیات مکانیکی یکسان نیست. به عنوان مثال بالغ بر 90 درصد افزایش انرژِی ساختار به تشکیل فاز غیربلوری مربوط میشود.
تحقیقات و مطالعات علم مواد همواره جهت تولید محصولات با خواص و کارآیی مطلوبتر مواد، در حال انجام است. به همین دلیل است که تقاضای روزافزون، جهت دستیابی به مواد سبکتر، مستحکمتر، سختتر و دارای خواص ویژه در دمای بالاتر؛ منجر به ارائه و طراحی موادی با قابلیتهای ویژه شده است. در این بین فرآیند آلیاژسازی مکانیکی، که یکی از روشهای تولید مواد پیشرفته میباشد، توجه تعداد زیادی از محققین را به خود جلب نموده است. آلیاژسازی مکانیکی یکی از روشهای فرآوری پودری است که امکان تولید مواد همگن از مخلوط پودری اولیه را فراهم میکند.
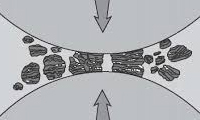
عملیات آسیابکاری به عنوان فرآیند مقدماتی آلیاژسازی مکانیکی به شکستن و خردایش مواد درشت به ابعاد ریز اطلاق میشود. بیش از چهار دهه است که از آسیای گلولهای به عنوان روشی استاندارد به منظور کاهش ابعاد ذرات در زمینههای کانهآرایی و متالورژی پودر استفاده شده است. این در حالی است که امروزه از روش آسیابکاری جهت اهداف مهمتری یعنی تهیه مواد با خواص فیزیکی و مکانیکی مطلوبتر و در واقع مواد جدید مهندسی استفاده میشود. بر همین اساس عبارت آلیاژسازی مکانیکی روز به روز در متالورژی و علم مواد رایجتر شده است. به طور کلی آلیاژسازی مکانیکی نوعی فرآیند آسیاکاری است که در آن مخلوط پودری تحت تاثیر برخوردهای پرانرژی بین اجزای آسیا (گلولهها و محفظه) قرار میگیرد.
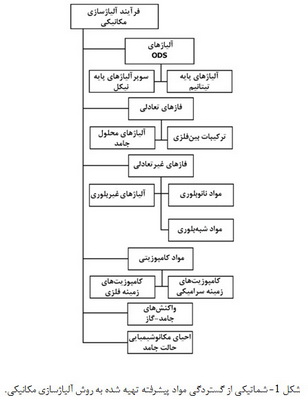
این فرآیند به طور معمول در اتمسفر خنثی انجام شده و برای تهیه پودرهای فلزی و سرامیکی در حالت جامد استفاده میشود. جوش سرد و شکست دو پدیده عمده در آلیاژسازی مکانیکی هستند. فرآیند آلیاژسازی تنها تا زمانی ادامه مییابد که نرخ جوش خوردن با شکست در تعادل باشد. از آنجا که این فرآیند در حالت جامد انجام میشود، امکان تولید آلیاژهای جدید از مخلوط مواد اولیه با نقطه ذوب پایین و بالا را فراهم نموده است. هر چند که معمولا مواد اولیه مورد استفاده در آلیاژسازی مکانیکی بایستی حداقل دارای یک جزء فلزی نرم به عنوان زمینه و یا عامل پیوند دهنده سایر اجزاء با یکدیگر باشد، اما بسیاری از بررسیها نشان داده است که قابلیت تشکیل محلول جامد از فلزات ترد و همچنین ترکیبات بینفلزی و آلیاژهای غیر بلوری با آلیاژسازی مکانیکی وجود دارد.در یک تقسیمبندی کلی میتوان کاربرد آلیاژسازی مکانیکی را به صورت شکل1 دستهبندی نمود.
تهیه مواد با ساختار نانومتری از جمله مهمترین کاربردهای فرآیند آسیاکاری و آلیاژسازی مکانیکی محسوب میشوند. در حال حاضر تحقیقات و مطالعات بسیار زیادی در ارتباط با صنعتی کردن این شاخه از فرآیند آلیاژسازی مکانیکی در جریان است. شاید نتوان این جنبه کاربردی را تحت مجموعهای جداگانه مجزا نمود، زیرا ممکن است هر یک از کاربردهای ذکر شده در بالا در این حیطه قرار گیرند. این مطلب بیانگر گستردگی و اهمیت نانوتکنولوژی در کاربردهای فرآیند آلیاژسازی مکانیکی به منظور فرآوری مواد نوین و پیشرفته است. به طور کلی به سبب تغییر شکل پلاستیکی شدید انجام شده روی ذرات پودر حین آلیاژسازی مکانیکی بلورها به شدت کرنشدار شده و با ادامه آسیابکاری در نهایت ذرات پودر به دانههای فرعی (Sub-Grains) با ابعاد نانومتری تبدیل میشوند. در مقایسه با پودرهای نانوبلوری تهیه شده با روشهای معمول، هرگاه این ذرات پودر به روشهای گرم فشرده شوند، ساختار نهایی قطعه حاوی دانههای نانومتری تقریبا عاری از نابجاییها است. به عبارت دیگر نواحی نانوبلور در پودرهای تهیه شده به روش آلیاژسازی مکانیکی توسط مرزهای با دانسیته زیاد نابجاییها جدا شدهاند و خواص نهایی نانوپودرهای تهیه شده با آلیاژسازی مکانیکی نسبت به نانوپودرهای به دست آمده از روشهای معمول متفاوت است. زیرا با توجه به اینکه تقریبا 50 درصد اتمها در مرزدانهها واقع شدهاند، تغییرات زیاد خواص مکانیکی و فیزیکی را به دنبال دارد.
در پژوهش حاضر روش آلیاژسازی مکانیکی به عنوان روشی موثر جهت فرآوری نانوذرات در حجم زیاد، مورد بررسی قرار گرفت. همچنین تعارف، تاریخچه و کاربردهای فراوان این روش ارائه گردید. قابلیتهای منحصر به فرد این روش باعث گستردگی زمینه تحقیقاتی فراروی محققان گشته است.
آسیاب سیارهای(Planetary Mill)
یکی دیگر از آسیابهای مورد استفاده در فرآیند آلیاژسازی مکانیکی، آسیاب سیارهای است که در آن تنها چند صد گرم پودر در یک مرحله آسیاب میشود و برای تحقیقات آزمایشگاهی مناسب است. حجم محفظه این نوع آسیاب بین 45 تا 500 میلیلیتر است. در شکل 2 نمونهای از این نوع آسیاب نشان داده شده است.این آسیاب شامل یک صفحه دوار به همراه چهار، دو و یا یک محفظه است.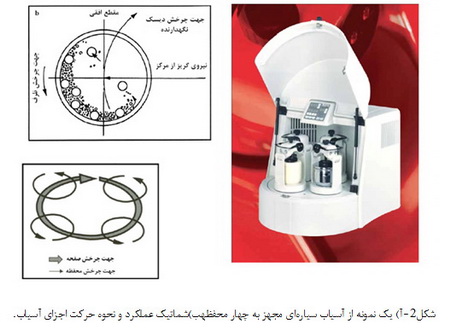
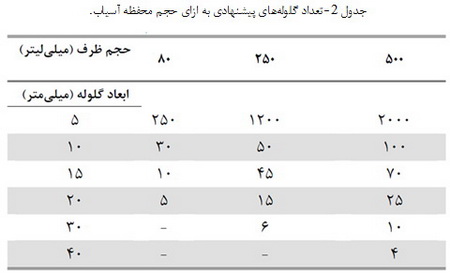
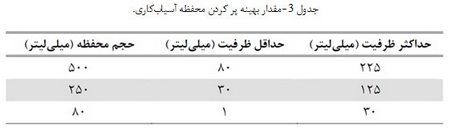
مزیت این نوع آسیابی گلولهای تنها انرژی ضربه بالا نیست، بلکه فرکانس بالای ضربه است که میتواند زمان فرآیند آلیاژسازی مکانیکی را کاهش دهد. باید توجه داشت که ضربات با فرکانس بالا میتواند باعث افزایش دمای محفظه تا دمای 120 درجه سانتی گراد طی مدت زمان 30 تا 60 دقیقه شود. لازم به ذکر است که در بعضی موارد دمای بالا جهت انجام واکنش ضروری است. از مواد مختلفی برای تهیه محفظه آسیاب استفاده میشود که معمولترین آنها فولاد کروم سخت شده، فولاد زنگ نزن، کاربید تنگستن و محفظههای سرامیکی از جنس کوراندوم، نیترید سیلیسیم و اکسید زیرکونیوم هستند. در آلیاژسازی مکانیکی با انرژی بالا محفظههای فولادی مناسب هستند، زیرا محفظههای سرامیکی به علت تردی باعث آلودگی ناشی از ایجاد تراشههای ریز یا ذرات شکسته شده با گلولهها میشوند. به طور کلی در آلیاژسازی مکانیکی محفظه و گلولهها از یک جنس انتخاب میشوند. در جدول 1 خواص سایشی، سختی و چگالی مواد انتخاب شده برای محفظه و گلوله به طور خلاصه آمده است.به علت آنکه انتخاب بهینه تعداد گلولههای قابل استفاده بر اساس حجم محفظه صورت میگیرد، در جدول 2 تعداد گلولههای پیشنهادی نسبت به حجم ظرف آورده شده است.

مشکلات و چالشهای موجود در آلیاژسازی مکانیکی
آلیاژسازی مکانیکی روشی مناسب به منظور تهیه پودرهای مختلف و به ویژه نانوپودرها محسوب میشود. مهمترین مزیت این روش قابلیت تولید پودر در مقیاس صنعتی است. اما علیرغم مزایا و کاربردهای آن، این روش با مشکلاتی نیز همراه است. این مشکلات در سه مورد کلی آلودگی پودر، محدودیتهای علمی و محدودیتهای کاربردی خلاصه میشوند. در این بین آلودگی پودر به عنوان جدیترین مشکل مطرح است. زیرا به علت تاثیرگذاری آلودگی بر خواص محصول پودری، فرآیندهای بعدی و حتی مشخصات محصول نهایی تحت تاثیر قرار میگیرند. در حقیقت مساله آلودگی پودر حین آلیاژسازی مکانیکی باعث شده تا تولید برخی از پودرها با این روش ممکن نباشد. از آنجا که ممکن است به سبب این آلودگیها خواص فیزیکی، مکانیکی و شیمیایی محصول پودری تهیه شده تحت تاثیر قرار گیرد، ارائه راهکارهایی جهت کاهش این پدیده از اهمیت خاصی برخوردار است.یکی از مسایل مهم در فرآیند تهیه پودر به روش آلیاژسازی مکانیکی، نوع و مقدار ناخالصیهایی است که وارد پودر شده و آن را آلوده میکنند. از یک طرف اندازه ریز ذرات پودر و بنابراین سطح زیاد آنها و از طرف دیگر تشکیل مداوم سطوح تازه حین آسیاکاری در کنار ناخالصی وارد شده منجر به آلودگی پودر میشوند. در مجموع منابع ورود آلودگی شامل ناخالصی موجود در ترکیب پودر اولیه، اجزای در معرض سایش آسیاب مثل جداره داخلی محفظه و گلولهها، اتمسفر آسیاکاری و عوامل کنترلکننده فرآیند هستند.
آلودگی ناشی از مواد اولیه
معمولا آلودگی ناشی از مواد اولیه به صورت عنصر جانشینی و یا بیننشینی است، این در حالی است که آلودگی وارد شده از آسیاب اساسا عنصر بیننشینی و آلودگی حاصل از اتمسفر آسیابکاری عمدتا به صورت عنصر جانشینی است. این در حالی است که کربنی که از سایش اجزای فولادی وارد شده به صورت ناخالصی بیننشینی است. در نهایت ناخالصیهای وارد شده از عوامل کنترلکننده فرآیند نیز منجر به آلودگی از نوع بیننشینی میشود. حضور ناخالصیهایی از نوع بیننشینی مانند کربن، اکسیژن و نیتروژن برای فلزات فعالی مانند تیتانیم و زیرکونیم مضر است. مثلا مقادیر قابل توجهی نیتروژن و اکسیژن (مقدار نیتروژن بیشتر از اکسیژن است) که حین آسیاب آلیاژهای تیتانیم و زیرکونیم وارد سیستم میشود، منجر به تغییر ترکیب آلیاژ میگردد. به طور کلی حداکثر مقدار ناخالصی مجاز بر اساس میکروساختار و خواص مکانیکی قابل قبول تعیین میشود. البته بایستی خاطر نشان شود که شستشوی نامناسب محفظهای که قبلا برای آسیابکاری پودر به کار برده شده است، باعث میشود تا حین آسیابکاری پودر جدید، آلودگی ناشی از پودر اولیه حاصل گردد.آلودگی ناشی از اجزای ساینده آسیاب
عناصر آهن و کروم از جمله آلودگیهای رایج در پودر تهیه شده به روش آلیاژسازی مکانیکی هستند که از محفظه و گلولهها به سیستم وارد میشوند. این موضوع بدین دلیل است که این عناصر در ترکیب شیمیایی اغلب این اجزا حضور دارند. در آلیاژسازی مکانیکی برخورد گلولهها به ذرات پودر، دیواره محفظه و با یکدیگر، از یک طرف باعث جوش خوردن ذرات پودر به همدیگر شده و از طرف دیگر جوش خوردن ذرات با گلولهها و جداره را نیز در پی دارد. طی مراحل بعدی در اثر برخوردهای با انرژی بالا و فرسایش، ذرات جوش خورده از روی سطح گلوله و دیواره شکسته و جدا میشوند. تکرار این عمل با انتقال اتمهای جزء آلودهکننده از اجزای آسیاب به ذرات پودر همراه است. به عنوان مثال بررسی پارامتر شبکه پودر آلیاژی Ni-Al طی آلیاژسازی مکانیکی نشان میدهد که پس از تشکیل ترکیب Ni3Al تغییرات مداوم پارامتر شبکه همزمان با طولانی شدن فرآیند، ناشی از آلودگی وارد شده از اجزای آسیا بوده و پس از 1200 دقیقه آسیاکاری این مساله حادتر میشود. آنالیز EDX ذرات پودر نشان میدهد که آلودگیها عمدتا عناصر Fe و Cr بوده که از اجزای آسیا وارد سیستم شدهاند. معمولا در اغلب پودرهای آسیا شده با محیط ساینده فولادی 1 تا 4 درصد وزنی Fe دیده شده است. حتی در جای دیگر گزارش شده که بیش از 20 درصد اتمی Fe در مخلوط W-C آسیا شده به مدت 310 ساعت و 33 درصد اتمی Fe در W خالص آسیا شده به مدت 50 ساعت در آسیای SPEX8000 وارد شده است. به نظر میرسد که آلودگی ناشی از این منبع به خصوص در برخوردهای با شدت زیاد و زمانهای طولانی آسیاکاری اجتنابناپذیر است. روشهایی که معمولا برای کاهش این مساله به کار میروند عبارتند از:آ)از گلوله و محفظه با سختی بالاتر استفاده شود. مثلا علت وجود مقادیر زیاد آهن در پودر حاوی تنگستن، نرمتر بودن محفظه و گلولههای فولادی نسبت به تنگستن میباشد. به عنوان راهحل، استفاده از گلوله و محفظه با جنس کاربید تنگستن و یا کوراندوم پیشنهاد شده است. البته از آنجا که اجزای سرامیکی عموما رفتار ضعیفی در برابر ضربه از خود نشان میدهند، کاربرد آنها بایستی با شدت آسیاکاری کمتر همراه باشد.
ب)گلوله و محفظه از ترکیب شیمیایی مشابه با مخلوط پودری مورد بررسی انتخاب شوند. مثلا پیشنهاد شده که برای آسیاکاری مس و آلیاژهای آن از محفظه و گلولههای مسی استفاده گردد. علیرغم اینکه در این حالت آلودگی وجود ندارد، اما به هر حال احتمال سایش وجود دارد. بنابراین ترکیب شیمیایی پودر نهایی با پودر اولیه متفاوت خواهد بود. اما از یک طرف عدم دسترسی به محفظه و گلولههایی با جنس خاص و از طرف دیگر گستردگی روز افزون مواد مانند فلزات، آلیاژها، سرامیکها، پلیمرها و کامپوزیتها این مساله را جدیتر نموده است. زیرا تهیه گلوله و محفظه از جنسهای مختلف امری غیر ممکن است.
پ) فراهم نمودن شرایطی که امکان جوش خوردن پودر با گلولهها و جداره بیشتر شود، زیرا در این صورت اجزا با مخلوط پودری پوشش داده میشوند. بدین منظور در صورت عدم دسترسی به محفظه از جنس مشابه پودری که آسیا میشود، ایجاد پوششی نازک روی سطح داخلی محفظه و روی گلولهها نیز به کاهش مساله آلودگی کمک میکند. به عنوان نمونه دیده شده است که آهن ورودی به آلیاژ Ta-Al با افزایش هر مرحله از آسیاکاری کاهش مییابد. روش پیشنهادی در عمل به این صورت است که در مرحله اول پودر مورد نظر را آسیا نموده تا دیواره داخلی محفظه و گلولهها پوشش داده شوند. سپس پودر بدست آمده را دور ریخته و آسیاکاری از ابتدا شروع شود. با تکرار این عمل آلودگی ناشی از محفظه و گلولهها به حداقل میرسد.
به طور کلی افزایش نسبت وزنی گلوله به پودر و سرعت آسیاکاری که معادل با افزایش انرژی آسیا است، باعث افزایش مقدار ناخالصیهای ناشی از اجزای ساینده میشود. افزایش نسبت وزنی گلوله به پودر بایستی تا حدی در نظر گرفته شود که آلودگی به حداقل مقدار برسد.
آلودگی ناشی از اتمسفر آسیاکاری
آلودگی ناشی از اتمسفر آسیاکاری نیز امری جدی بوده و در برخی موارد عامل اصلی آلودگی است. هرچند به طور معمول از اتمسفر گازهای خنثی مانند آرگون، نیتروژن و هلیوم برای جلوگیری از اکسیداسیون استفاده میشود، اما امکان واکنش خود آنها با مخلوط پودری وجود دارد. به عنوان مثال مقادیر زیادی از اکسیژن (حدود 44.8 درصد اتمی) پس از آسیاکاری پودر Al-6Ti به مدت 1300 ساعت در آسیای کم انرژی گزارش شده است. به طور کلی بایستی از کاربرد اتمسفر نیتروژن در آسیابکاری پودرهای با میل زیاد به تشکیل نیترید، اجتناب نمود. به عنوان مثال آسیاکاری مخلوط Ti و Al تحت اتمسفر نیتروژن باعث جذب نیتروژن توسط مخلوط پودری شده است. در این مورد دیده شده که پس از رسیدن مقدار نیتروژن به حدود 50 درصد اتمی یک حالت اشباع پدید میآید. اما از طرف دیگر با افزایش Al در ترکیب به بیش از 50 درصد اتمی، جذب نیتروژن به شدت کاهش مییابد.آلودگی ناشی از عوامل کنترلکننده فرآیند
ممکن است آلودگی ناشی از عوامل کنترلکننده فرآیند شایعتر از همه موارد باشد. از آنجا که اغلب این عوامل ترکیبات آلی با نقطه ذوب و جوش پایین هستند، به سبب گرمای ایجاد شده حین آسیابکاری تجزیه میشوند. از طرف دیگر شکست و جوش سرد پیدرپی نیز باعث تشکیل ذرات پودر بسیار ریز میشود. به سبب سطح به حجم بالا در این وضعیت، انرژی سطحی ذرات پودر با سپری شدن زمان آسیابکاری افزایش مییابد. سطوح جدید ایجاد شده به دنبال فرآیند شکست نفوذ را ترغیب میکنند. البته در مقایسه با کربن و اکسیژن نرخ نفوذ هیدروژن بسیار بالاتر است.البته از جنبه تاثیر نوع آسیا بر میزان آلودگی تاکنون مطالعه اصولی صورت نگرفته است.اما از آنجا که عامل اصلی در ورود آلودگی ناشی از اجزای آسیاب همان برخوردهای صورت گرفته است، بنابراین نوع آسیاب بر مقدار آلودگی تاثیر دارد.
تاریخ : شنبه 94/4/27 | 9:28 صبح | نویسنده : مهندس سجاد شفیعی | نظرات ()



